权重域名做网站有用么seo相关岗位

钢制球形储罐安装方法
一、钢制球形储罐的构造
球罐由球罐本体、支柱及附件组成。按现行的球罐系列标准有桔瓣式、足球式和混合式等型式,有3带、4带、5带、6带、7带等结构。

桔瓣式球罐如图
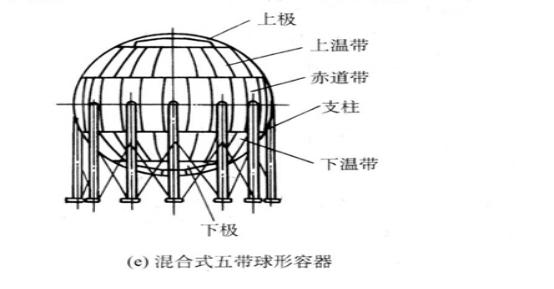
混合式球罐如图
二、球罐常用的组装方法和许可条件
(1)球罐常用的组装方法为散装法。适用于各种规格形式的球罐组装,是目前国内应用广泛、技术成熟的方法。
其施工程序为:支柱上、下段组装→赤道带组装→下温带安装→下寒带安装→上温带安装→上寒带安装→上、下极安装。
(2)分带法。可用于公称容积不大于1500m³的球罐组装。
三、许可条件
球形罐施工单位必须持有压力容器A3制造许可。在球形储罐施工前应书面告知工程所在地特种设备安全监察机构,并接受政府监督机构授权的检验检测单位的监督检验。
四、球罐焊接和焊后整体热处理
(1)球罐的焊接顺序:先焊纵焊缝,后焊环焊缝;先焊短缝,后焊长缝;先焊坡口深度大的一侧,后焊坡口深度小的一侧。
(2)焊条电弧焊时焊工对称分布、同步焊接,在同等时间内超前或滞后的长度不宜大于500mm。焊条电弧焊的第一层焊道应采用分段退焊法;多层多道焊时,每层焊道引弧点宜依次错开25-50mm。
(3)球罐的焊后整体热处理
球形罐根据设计图样要求、盛装介质、厚度、使用材料等确定是否进行焊后整体热处理。球形罐焊后整体热处理应在压力试验前进行。